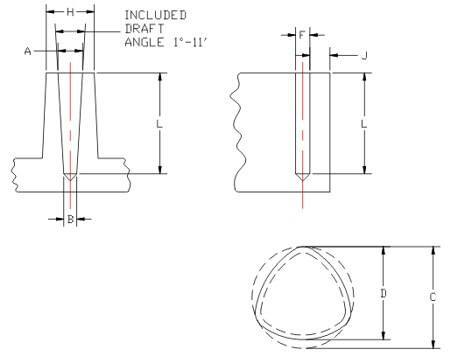
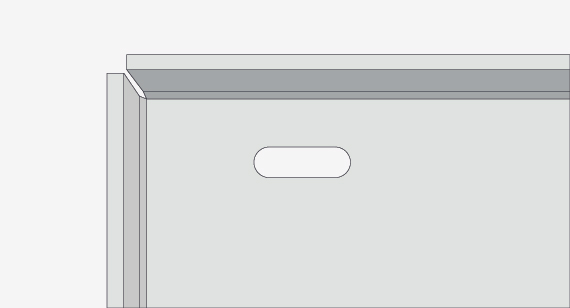
Edge Distance For Holes In Sheet Metal

Following Dfm Guidelines For Working With Sheet Metal Machine Design
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts
Design Guidelines Sheetmetal Me

Stamping Piercing
Http Files Engineering Com Download Aspx Folder B0283dfb F6a8 4c7c 8207 Eb6510b27548 File Sheet Metal Design Considerations Pdf
Rule Of Thumb Of Placing A Center Of A Bolt Hole From The Edge Of Steel Mechanical Engineering General Discussion Eng Tips

Dfmpro for sheet metal.
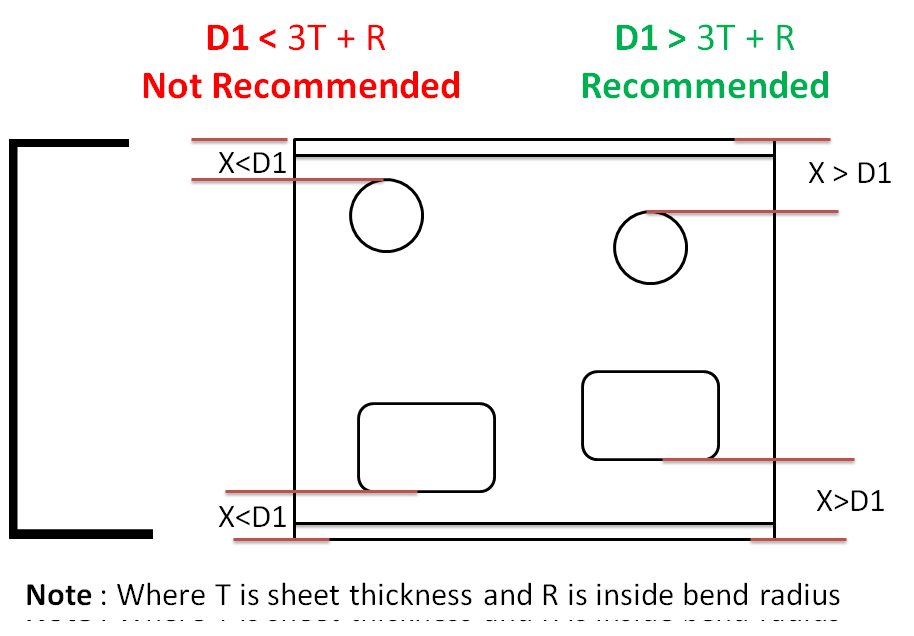
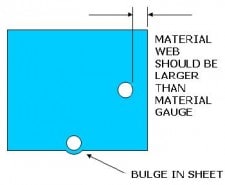
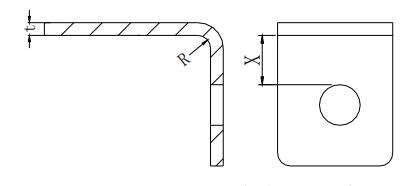
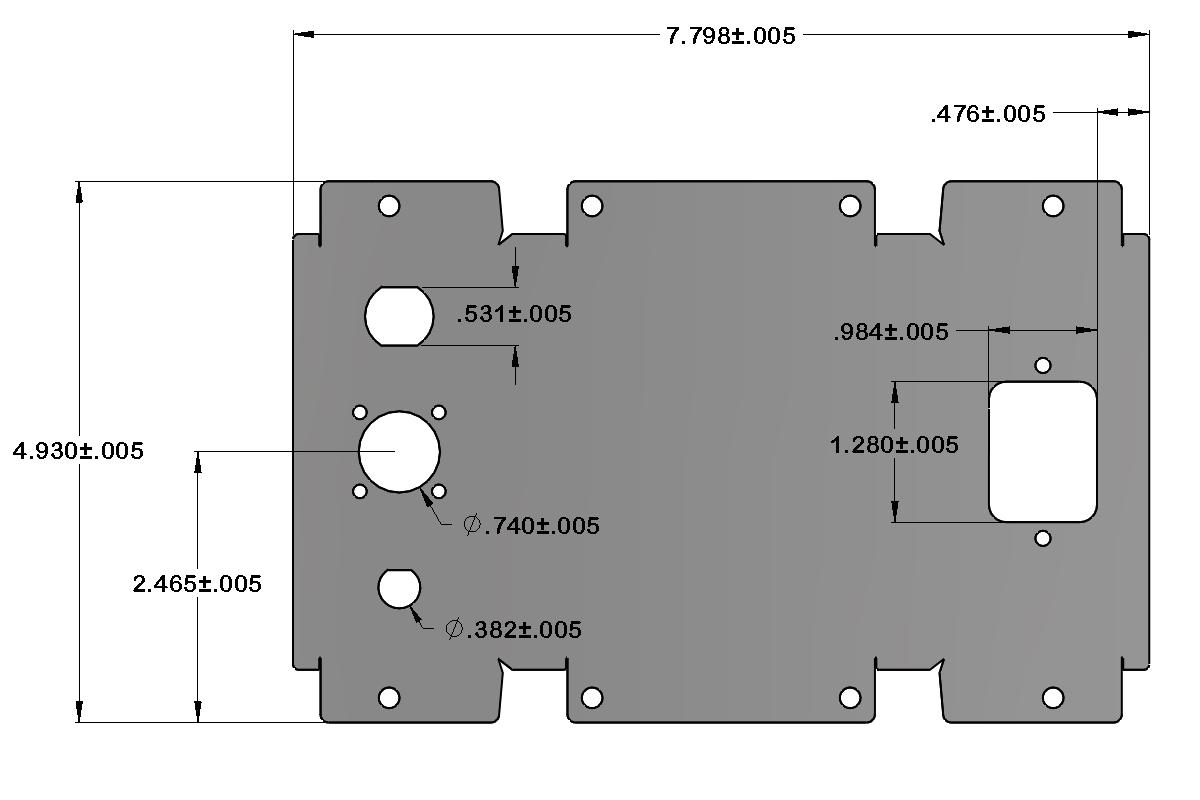
Edge distance for holes in sheet metal.

Holes Mate

Sheet Metal Design Guide Geomiq
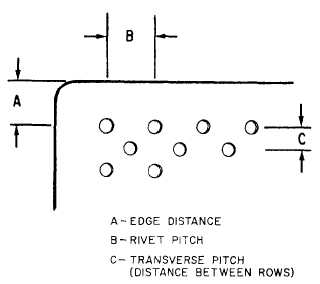
Spacing And Edge Distance
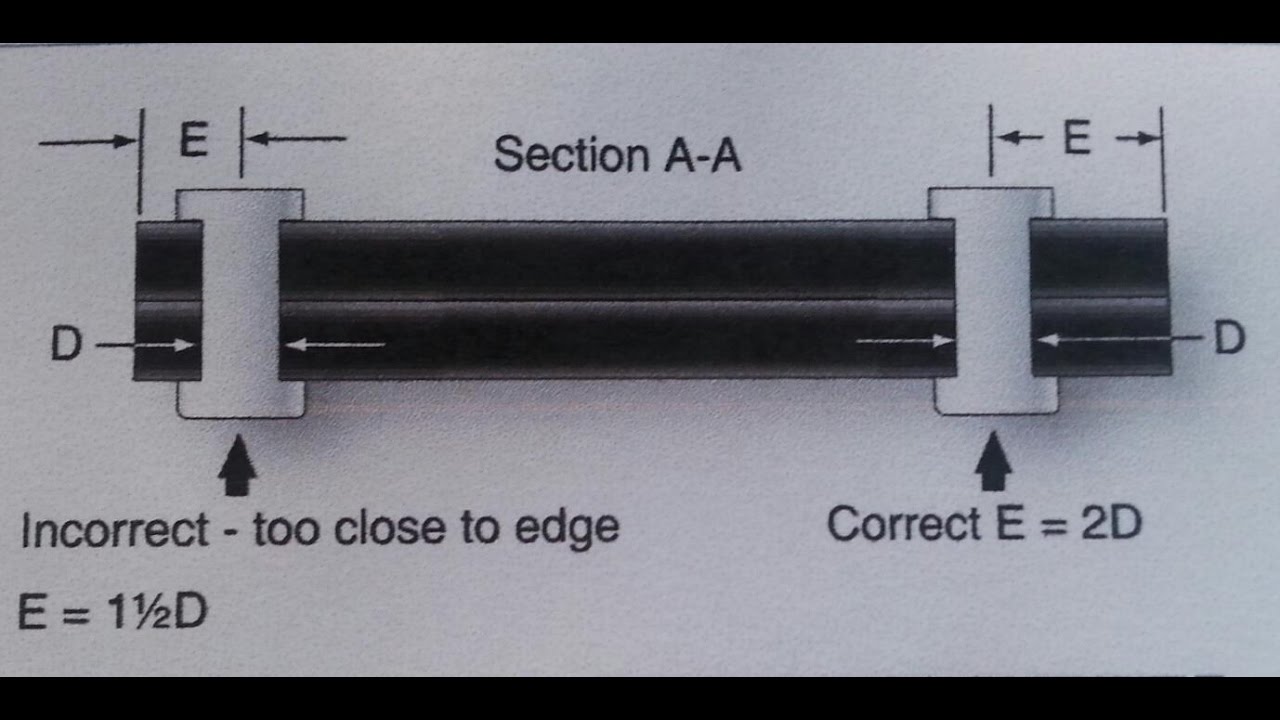
Edge Distance For Rivet Holes Youtube

Steel Bolt Edge Distance Requirements Engineering Express

Sheet Metal Design Guidelines By Dfmpro

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts
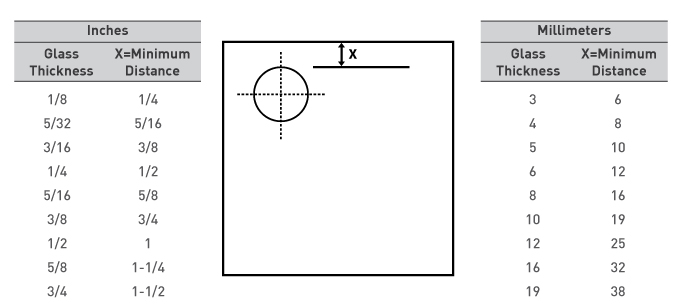
Holes Viracon Single Source Architectural Glass
Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg
Welding
Metal Profile Cutting Tolerances

Repairability Of Sheet Metal Structures Part Three
Din7500 Tap Fix Hole Sizes Sheet
Https Cdn2 Hubspot Net Hubfs 340051 Design Guides Xometry Designguide Sheetmetal Pdf

Tips For Making Sheet Metal Parts Machine Design
Sheet Metal Fabrication Design Guidelines

What S In Dfm Sheet Metal Design

Repairability Of Sheet Metal Structures Part Four
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqqeqlsrqz8687p6t5csccjhmp3xsfuhba5gntxosgbozcndwf8 Usqp Cau

Solidworks Sheet Metal Tutorial Panel Youtube Sheet Metal Sheet Metal Drawing Sheet Metal Work
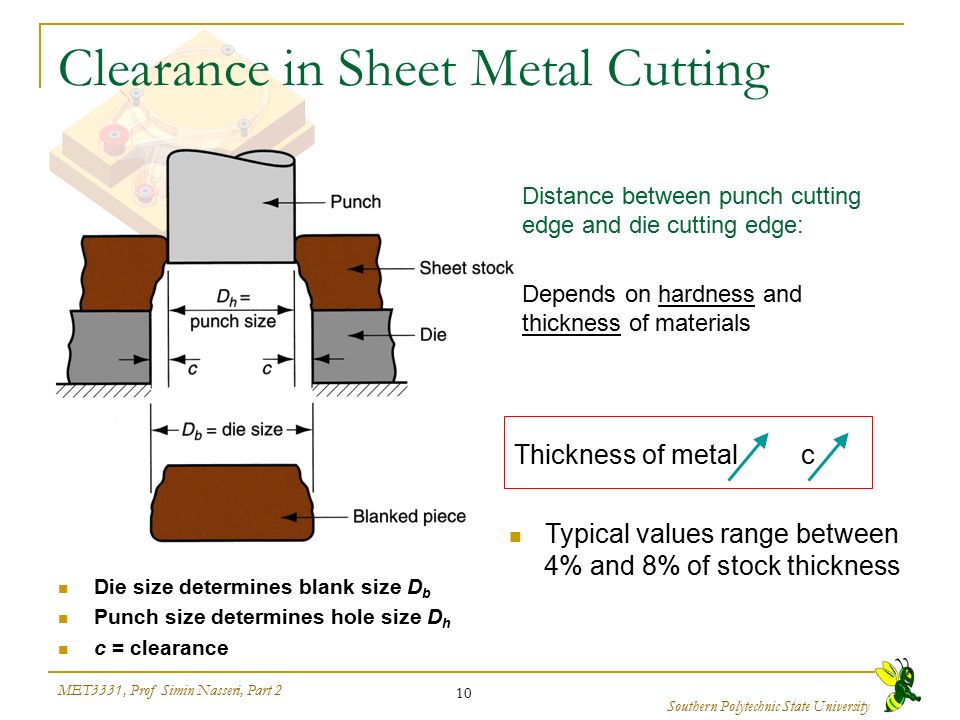
Die Design Part 2 Cutting Operations Ppt Download
Https Www Pemnet Com Files Design Info Articles Cltoedge Pdf
Https Www Aisc Org Globalassets Aisc Manual 15th Ed Ref List Edge Distance Spacing And Bearing In Bolted Connections Lewis 1996 Pdf

Thermal Drilling Processing On Sheet Metals A Review Sciencedirect
Source : pinterest.com
